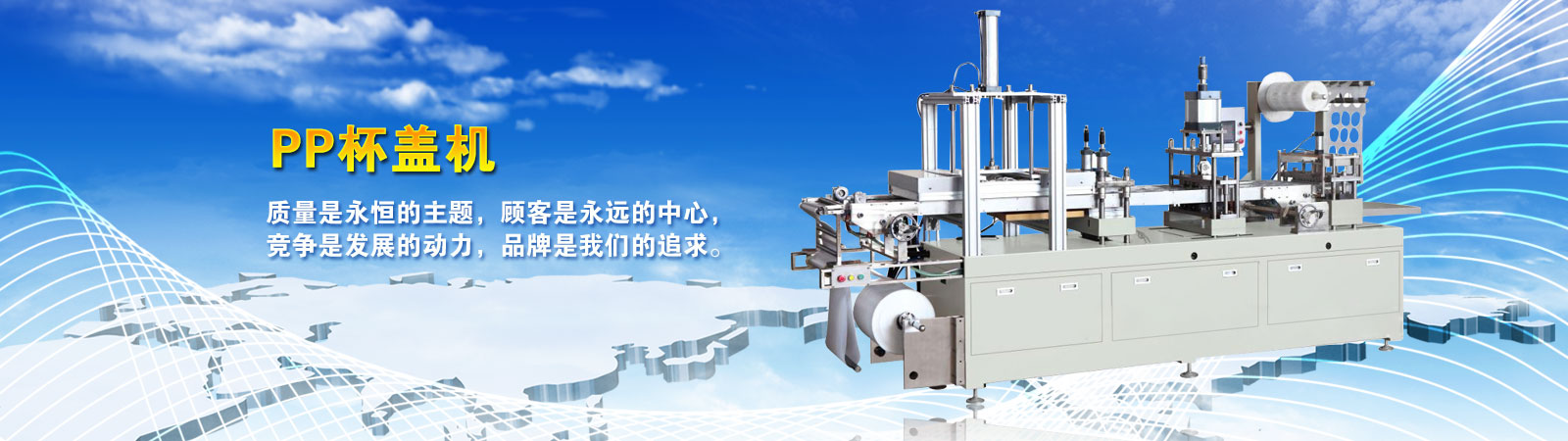
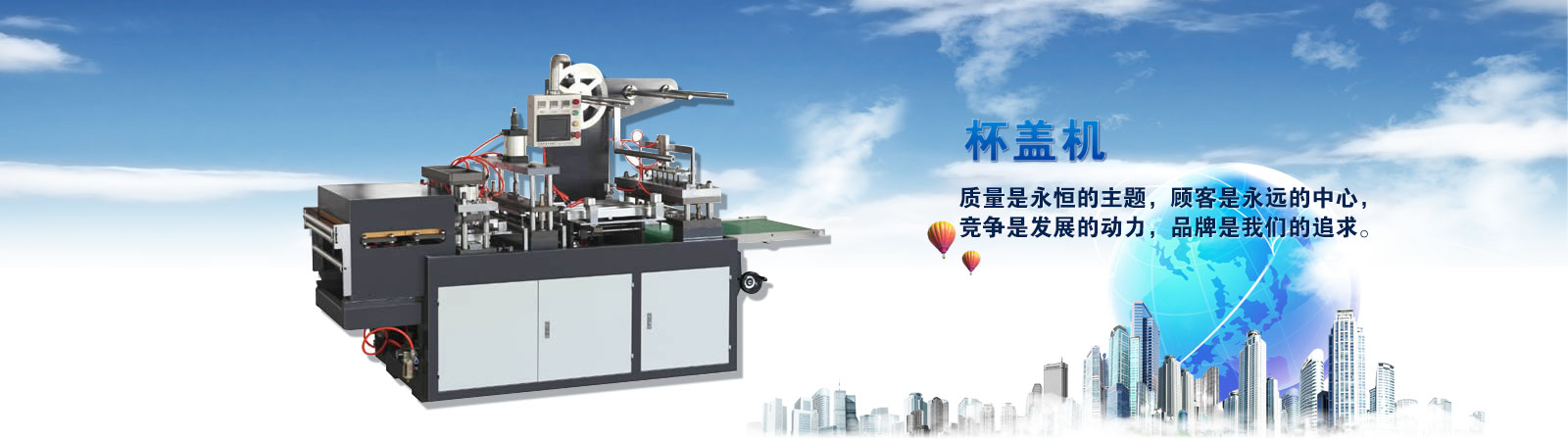
塑料熱成型機(jī)廣泛應(yīng)用于現(xiàn)代工業(yè)生產(chǎn)中,。在我國(guó)出口歐美的電子、玩具產(chǎn)品中,,吸塑包裝被客戶選為外包裝工藝,。塑料包裝盒的材料分為普通PVC和PET。聚酯材料被歐美許多國(guó)家視為環(huán)保材料,,現(xiàn)在被歐美客戶選用,。

塑料熱成型機(jī)吸塑包裝中PET環(huán)保材料的粘貼問題相當(dāng)突出。原普通材料PVC脫模時(shí)生產(chǎn)效率低,,制約了高頻機(jī)生產(chǎn)的包裝數(shù)量,。
傳統(tǒng)的脫模方式采用彈簧壓縮回彈脫模。連接到高頻機(jī)器氣缸的上模脫模板壓縮彈簧,。當(dāng)塑料熱成型機(jī)釋放高頻后氣缸回縮時(shí),,彈簧回彈推動(dòng)脫模板,達(dá)到脫模泡罩盒的目的,。為了解決環(huán)保吸波塑料高頻后脫模困難的問題,,在制造環(huán)保材料模具的過程中,高頻模具制造商采用加寬模具的模齒和增加彈簧的反彈力來解決這個(gè)問題,。
在環(huán)保材料的塑料熱成型機(jī)吸塑過程中,,加寬花紋齒,增加彈簧強(qiáng)度,,仍然難以滿足生產(chǎn)要求,。高頻吸塑產(chǎn)生高溫,環(huán)保材料在一定高溫下粘度高,,脫模困難,。在生產(chǎn)中,需要適當(dāng)控制上模的溫度,。聚氯乙烯泡罩的溫度可控制在120-140之間,,而聚酯環(huán)保材料的溫度需要控制在9OCC-L1OCC之間。溫度越低,,需要增加的高頻能量越多,,在生產(chǎn)中容易引起點(diǎn)火,損壞模具,。
為了在生產(chǎn)中保持一定的包裝速度,,不允許在上模上噴涂化學(xué)制品的中性脫模劑來幫助脫模。脫模劑的使用可以降低模具上吸收塑料的粘度,,達(dá)到幫助脫模的效果,。但是脫模劑噴涂在吸塑過程中產(chǎn)生高溫的高頻模具上容易揮發(fā),,生產(chǎn)中生產(chǎn)7-8個(gè)吸塑盒后會(huì)出現(xiàn)粘模現(xiàn)象,,需要反復(fù)噴涂脫模劑,,消耗操作人員的工作時(shí)間,影響生產(chǎn)的包裝數(shù)量,。同時(shí),,化學(xué)產(chǎn)品脫模劑的使用帶來了環(huán)境污染,增加了生產(chǎn)成本,,很大地影響了制造商的生產(chǎn),。
更多塑料熱成型機(jī)資訊點(diǎn)擊:http://3197197.com/